焊接案例研究
焊接裝配
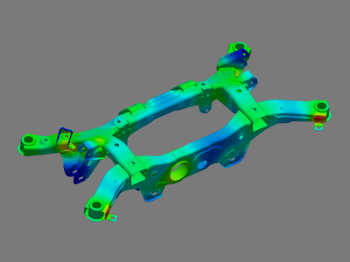
應用於厚薄板材的焊接,如汽車底盤,車架組件等
底盤和車身結構的焊接,在汽車主機廠及其總成供應商,航空航天企業、鐵路機車行業,均應用廣泛
- 焊接,是目前主要的裝配工藝。對於汽車底盤或總成,大概有5到100個焊接接頭。發展趨勢是要減少焊接接頭的數量。
- 為了降低油耗,越來越多使用輕質材料。要滿足車身強度、塑性(成形性)、耐腐蝕性和可焊性的要求,鋁合金材料的用量逐年增加。
- 鋁合金的焊接過程輸入的單位能量較大,如果焊接工藝不正確,會帶來巨大的焊接變形。計算機模擬的目的是通過優化所有的連接部件和焊接工藝,預測變形量並使之最小化。
- 除了焊接變形,對於此類產品,還會重點關注在日後的使用中,獲得更高的安全性。因此還要對焊接導致的機械性能損失和殘餘應力進行研究,作為後續疲勞分析和結構分析的輸入條件。
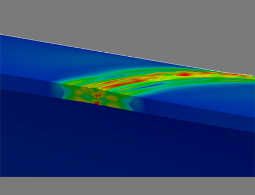
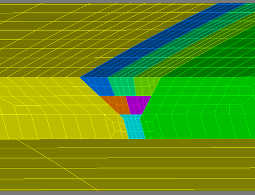
溫度分佈
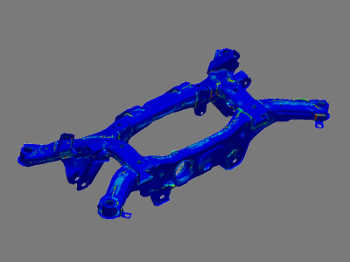
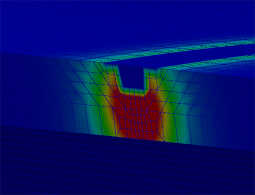
焊接後的殘餘應力
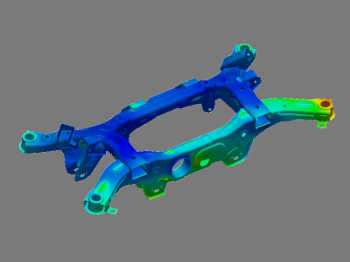
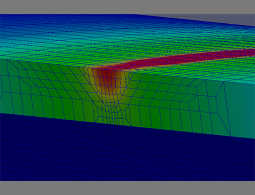
焊接後的變形
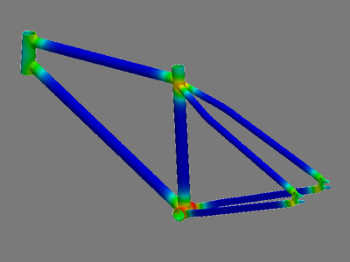
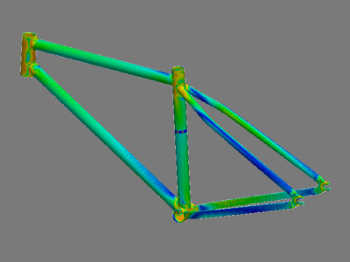
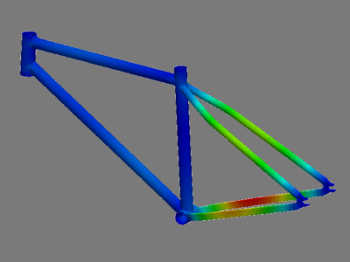
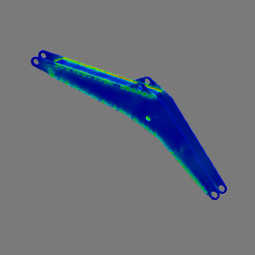
摩托車車架
自行車車身骨架
各類薄壁構件框架
- 控制變形:此類框架組裝,需要控制最小的變形量。優化夾持條件以及夾具位置,進而確定焊接工藝參數。
- 使用中的實效問題,會造成嚴重的事故,甚至涉及性命,可靠性是非常關鍵的問題。疲勞壽命和裂紋風險預測必須考慮到焊接產生的殘餘應力和應力梯度。通過優化焊接工藝的所有組成部分,可以降低風險因素。
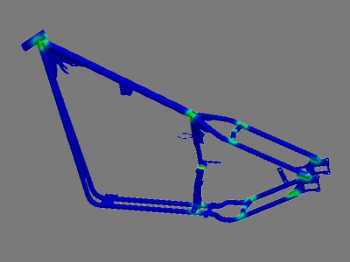
焊接後的殘餘應力
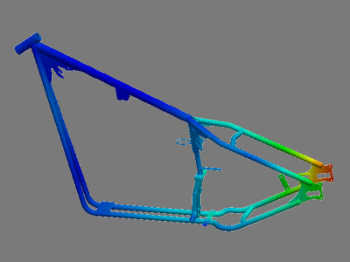
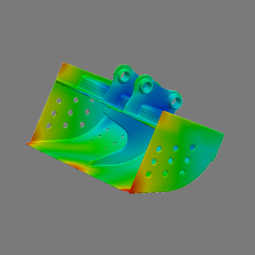
焊接後的變形量
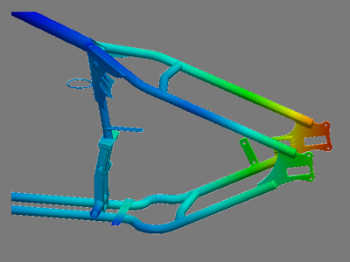
焊接後的變形量(放大)
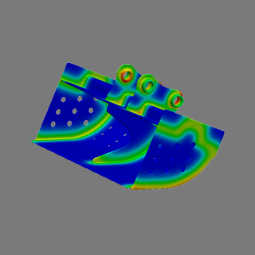
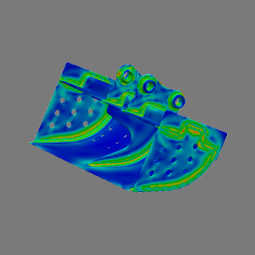
溫度分佈
焊接後的殘餘應力
焊接後的變形量
焊接裝配
鐵路工業大型結構件的焊接
鐵路及相關薄壁/厚壁部件的焊接裝配。
通過多道焊或單道焊焊接零件的裝配。
- 模擬的目標通常是最小化變形量。變形修復工作佔總製造成本的20%到40%。
- 在鐵路工業領域,焊接的部件通常相當大而且昂貴。物理原型的設計和破壞性測量通常是不可接受的。數值模擬是降低成本的有效工具。
- 控制殘餘應力,最大限度地減少使用中的失效問題。疲勞壽命和裂紋風險預測必須考慮到焊接產生的殘餘應力和應力梯度。通過優化焊接工藝的所有組成部分,可以降低風險因素。
溫度分佈

焊接後的殘餘應力
焊接後變形量
焊接裝配
重工業大型結構件焊接
重工業
造船業和建築機械製造業
通過多道焊或單道焊焊接零件的裝配
- 模擬的目標通常是最小化變形量。變形修復工作佔總製造成本的20%到40%。
- 在該領域中,焊接的部件通常相當大而且昂貴。物理原型的設計和破壞性測量通常是不可接受的。數值模擬是降低成本的有效工具。
- 控制殘餘應力,最大限度地減少使用中的失效問題。疲勞壽命和裂紋風險預測必須考慮到焊接產生的殘餘應力和應力梯度。通過優化焊接工藝的所有組成部分,可以降低風險因素。
溫度分佈
焊接後的殘餘應力
焊接後的變形量
造船業和建築機械製造業
通過多道焊或單道焊焊接零件的裝配。
- 模擬的目標通常是最小化變形量。變形修復工作佔總製造成本的20%到40%。
- 在船舶和重工業,焊接的部件通常相當大而且昂貴。物理原型的設計和破壞性測量通常是不可接受的。數值模擬是降低成本的有效工具。
- 控制殘餘應力,最大限度地減少使用中的失效問題。疲勞壽命和裂紋風險預測必須考慮到焊接產生的殘餘應力和應力梯度。通過優化焊接工藝的所有組成部分,可以降低風險因素。
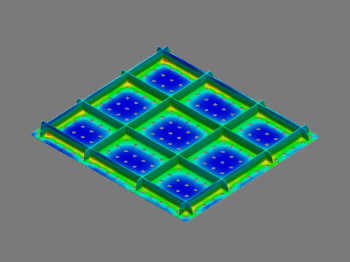
溫度分佈
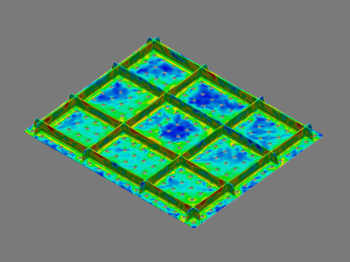
焊接後的殘餘應力
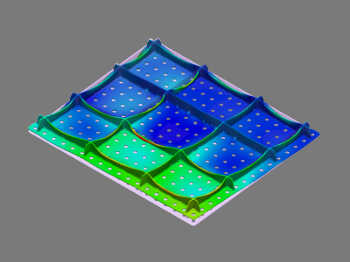
焊接後的變形量
焊接裝配
殘餘應力控制與疲勞性能改善
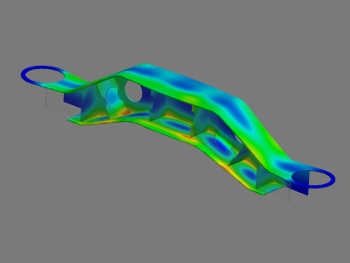
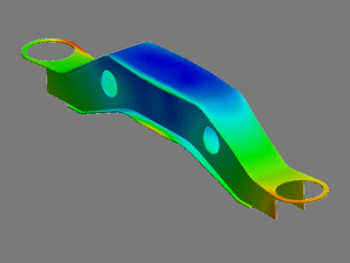
動態加載的車架和懸掛系統總成
動態加載的發動機和變速器總成
各種焊接和熱處理工藝
航空發動機製造工藝過程
汽輪機部件的焊接
- 控制變形:這類零件總成要求非常小的變形量,以確保良好的使用性能。焊接是最經濟的連接方式,但會產生變形。通過仿真,可以控制焊接變形。
- 控制殘餘應力以最大限度地減少使用過程中有可能出現的失效問題:可靠性是最關鍵的問題。疲勞壽命和裂紋風險預測必須考慮到焊接產生的殘餘應力和應力梯度。通過優化焊接工藝的所有組成部分,可以降低風險因素。
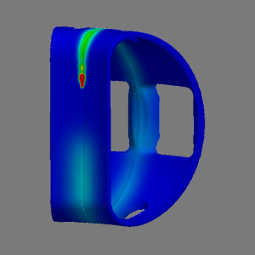
溫度分佈
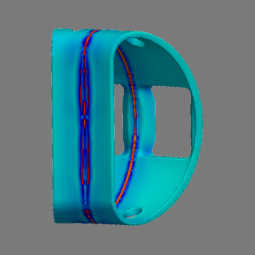
焊接後的殘餘應力
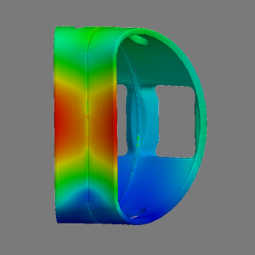
焊接後的整體變形量
產品大小: 45m x 68m x 28m
合共22個構件
多道焊
核工業和通用能源工業、造船業、壓力容器和建築機械製造。
- 儘量減少在長期使用中出現故障的可能性,最大限度地減少使用中的失效問題。疲勞壽命和裂紋風險預測必須考慮到焊接產生的殘餘應力和應力梯度。通過優化焊接工藝的所有組成部分,可以降低風險因素
- 在此工業領域,焊接的部件通常相當大而且昂貴。物理原型的設計和破壞性測量通常是不可接受的。數值模擬是降低成本的有效工具。
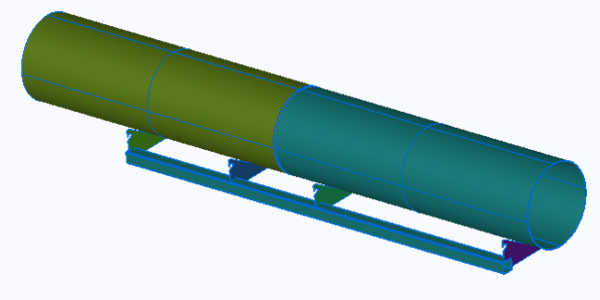
管道:多道焊
多道焊排布
溫度場分佈:第1道焊
溫度場分佈:最後一道焊